对接焊缝_对接焊缝的工艺要求
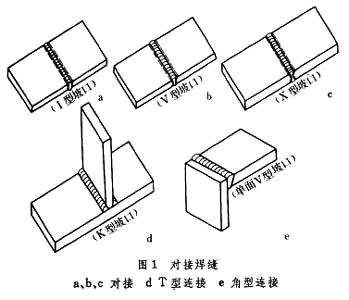
对接焊缝是指在焊件的坡口面间或一焊件的坡口面与另一焊件端(表)面间焊接的焊缝,因焊件的边缘常加工成各种形状的坡口,故对接焊缝又称坡口焊缝。
对接焊缝是指在焊件的坡口面间或一焊件的坡口面与另一焊件端(表)面间焊接的焊缝,因焊件的边缘常加工成各种形状的坡口,故对接焊缝又称坡口焊缝。
对接焊缝常用于板件和型钢的拼接,为消除焊口缺陷,施焊时可在焊缝的两端加设引弧板或引出板,将起弧点和落弧点移到引弧板或引出板上。
当焊接不同宽度和厚度的焊件时,应将焊件的一侧或两侧加工成坡度为1:2.5的坡,以使焊件过渡平缓。
焊缝是指利用焊接热源的高温,将焊条和接缝处的金属熔化连接而成的缝。焊缝金属冷却后,即将两个焊件连接成整体。
根据焊缝金属的形状和焊件相互位置的不同,分对接焊缝、角焊缝、塞焊缝和电铆焊等。角焊缝常用于搭接连接;塞焊缝和电铆焊应用较少,仅为了减小焊件搭接长度才考虑采用。
对接焊缝常用于板件和型钢的拼接,为便于施焊和保证焊缝质量,常将焊件的边缘加工成各种形状的坡口,故对接焊缝又称坡口焊缝。
对接焊缝的工艺要求:
1、所有对接焊缝的表面不得低于母材,且于母材应圆滑过渡。
2、焊接接头处的错边不大于0.1t(t为对接处较薄板的厚度)。
3、板厚超过14mm时应在接头处开坡口,坡口深度应不小于5mm,反面碳弧气刨清根后,焊缝宽度按下表,焊缝余高1~2mm。
4、所有对接焊缝应成形均匀,每条焊缝的宽度和高度差应不大于1.5mm。
5、焊缝要求平直,接头宽度方向的错位小于2mm。
6、对接接头长度方向不平度应控制在1.5mm内。
7、打磨后的焊缝应与原有的焊缝保持一致。
以上就是关于对接焊缝工艺要求的介绍,更多资讯请关注本站WAM机械网!
版权声明
本文仅代表作者观点,不代表本站立场。
本文来自网络,如有侵权及时联系本网站。
本文标签:











