制袋机_制袋机的工艺流程
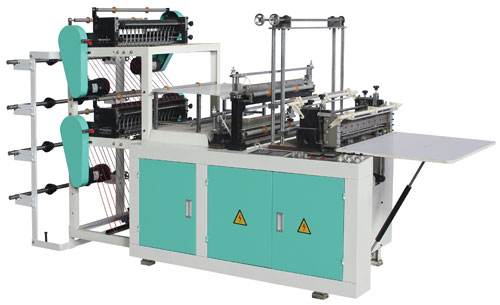
制袋机就是制作各种塑料包装袋或其他材料包装袋的机器 ,其加工范围为各种大小厚薄规格不同的塑料或其他材料的包装袋,一般来说以塑料包装袋为主要产品。
制袋机就是制作各种塑料包装袋或其他材料包装袋的机器 ,其加工范围为各种大小厚薄规格不同的塑料或其他材料的包装袋,一般来说以塑料包装袋为主要产品。
本机特别设计为点断连卷平口袋及点断连卷背心袋双用机。利用电脑控制,步进(伺服)定长系统使封切尺寸误差小。
装置电眼追踪使印刷袋之图案位置精确。可选择电脑数控调整袋子长度,印刷袋一有问题本机自动停机及发出警告声。

制袋机的工艺流程:
一、热封温度 复合膜的热封温度的选择与复合基材的性能、厚度,制袋机的型号、速度、热封压力等有密切关系,直接影响热封强度的高低。
复合膜的起封温度是热封材料的粘流温度Tf(或熔融温度Tm)决定,热封的最高温度不能超过热封材料的分解温度Ta。
Tf(Tm)~Ta之间的温度范围即为热封材料的热封温度范围。它是影响热封质量控制的关键因素,热封温度范围越宽,热封性能越好,质量控制越容易,越稳定。
同时复合薄膜的热封温度不能高于印刷材料的热定型温度以上。否则会引起热封部位的收缩、起皱,降低了热封强度和袋子的抗冲击性能。
印刷材料的耐热性好,如PET、ONY等,在生产中可以提高热封温度以快速生产;
印刷材料的耐温性差,如BOPP,则尽量采用采用较低的热封温度,而通过增加压力,降低车速或选择低温热封材料来保证热封强度。
热封温度的设定应在热封材料的热封温度范围内,一般在粘流温度Tf(或熔融温度Tm)上15℃~30℃,热封温度过高,易使热封部位的热封材料熔融挤出,降低了热封厚度,增加了焊边的厚度和不均匀。
虽然表观热封强度强度较高,却会引起断根破坏现象,大大降低封口的耐冲击性能,密封性能。热封温度低于热封材料的软化点,加大压力和延长热封时间均不能使热封层真正封合。
连续自动灌装设备的热封温度设定往往较高,因为在热封时,易受到内装物的污染、挤压、冷却速度的影响。
二、热封压力
在热封温度下,热封材料开始熔化,在粘接面上施以压力,使对应的热封材料相互接触、渗透、扩散,也促使薄膜表面的气体逸出,使热封材料表面的分子间距离缩小,产生更大的分子间作用力,从而提高了热封强度。
热封压力由制袋机上的弹簧提供。对于轻薄包装袋,热封压力至少在1。96N/㎝²以上。热封压力的大小与复合膜的结构性能、厚度、热封宽度等有关。
热封材料有较高的活化能,升温对其粘度的下降影响较大,所需的热封压力较小,以免热封部位的熔融材料被挤出,降低了热封效果。
而PE、PP为非极性热封材料,活化能极小,所需压力较高,对热封强度,界面热封性有利。热封压力随着复合膜的厚度增加而增加,若热封压力不足,热封丙层薄膜难以热合,难以排尽夹在焊缝中间的气泡;
热封压力过高,会挤走熔融材料,损伤焊边,引起断根。计算热封压力时,要考虑所需热封棒的宽度(是指热封宽度而不是指棒的整个宽度)和实际表面积(是指热封接触面积)。
热封棒宽度越宽,所需的压力越大。热封棒的宽度过宽,易使热封部位夹带气泡,难以热封牢固。一般采用镂空的热封棒,在最后一封加强热封牢度。
相同宽度(热封宽度)的热封棒,若表面刻纹,其实际接触面积大大减小,单位面积压力相应增大。这对热封宽度较大的包装袋是有益的。
三、热封速度
热封速度体现制袋子机的生产效率,也是影响热封强度和外观的重要因素。热封速度越快,热封温度要相应提高,以保证热封强度和热封状态达到最佳值;
在相同的热封温度和压力下,热封速主度越慢,热封材料的熔合将更充分,更牢固,但不能引起断根现象。 在国内的制袋机上,热封时间的长短主要由制袋机的速度决定的。
增加热封时间,必须降低制袋速度,降低手产效率。如果采用独立的变频电机控制热封棒的升降和送料,独立调节热封时间,而不改变制袋速度,就大大方便制袋机的操作与质量控制。
四、冷却情况
冷却过程是在一定的压力下,用较低的温度对刚刚熔融封合的焊缝进行定型,消除应力集中,减少焊缝的收缩,提高袋子的外观平整度,提高热封强度的过程。
制袋机的冷却水一般是自来水或20℃左右的循环水。如果水温过高、冷却棒压力不够、冷却水循环不畅、循环量不够等都会导导致冷却不良,热封强度爱到影响。
五、热封次数
在连续自动灌装设备和某些制袋机上,纵向热封一般采用涂复聚四氟乙烯的环型钢带焊接法,横向热封采用热板焊接法。
但大多制袋机的纵向和横向热封采用热板焊接法,纵向热封次数取决于热封棒的有效长度和袋长之比,横向热封次数由机台热封装置的组数决定。
良好的热封一般要求热封热封次数在两炊以上。横向热封装置多数为三组。为了满足宽边的热封要求,往往增加横向热封装置,增加热封次数,以降低热封温度,减少颈缩现象。
对于较长规格的包装袋,可以采用多倍送料技术,使每次送料长度减至袋长的二分之一或三分之一,从而增加热封次数,改善热封效果,但会降低生产效率,所以有些制袋机增加纵封棒的长度,以增加热封次数,保证热封质量。
六、热封棒间隙
热封棒间隙是指上热封棒接触到底板时,预定的热封压力传递到热封表面的施加距离。相同薄膜厚度,相同热封速度时,热封棒间隙小,热封时间相对较小,产品的热封强度将会降低。
一般热封棒间隙设定在1~1.5mm,它与薄膜厚度、传递性能、制袋速度等有关。
七、张力控制
张力控制装置是用来保持薄膜的平整,易于折边,间歇送料的均匀,减少袋子热封部位的收缩和翘曲。制袋机的张力一般在1~1.5㎏/㎝²。
操作规程:
一、开机前的准备工作
1、检查设备周围是否有灰尘、杂物,并将其清除。
2、按生产通知单的要求上好膜卷。
3、按生产通知单和工艺文件调整好袋的尺寸,安装好热封刀,并初步调好分切刀和热封刀的位置。
4、打开电源,按工艺文件要求设定热封刀温度。
5、输入制袋的相关数据以及每扎的所需个数。
6、选择色差较大的图案边沿左右调节光眼灵敏度,使其达到要求。
二、开机
1、启动主电机,低速运转,随即调整边位控制,将膜对分在中间位置。
2、调整左、右夹辊,使左右膜对齐,调整前后夹辊,使图案对正。
3、调整热封刀,使其热封在袋的要求范围。
4、调整分切刀片至所需位置,并把打孔位置调整到剪刀口。
5、初步调整好机速,取一次平出的样袋,进行初检,若未达到规定要求,再取一步平出的样袋进行热封值测试。
6、将生产出来的袋进行整理,并将存在质量缺陷(如折子、隧道、花幅、刀线、热合不牢、四封等)的袋子选掉并按规定捆扎好。
7、由机台质检员进行检验,等检验合格后,贴上合格证,送入质检室抽检。
8、生产过程中,随时观察制袋情况发现异常,即时调整。
三、停机
1、断开总电源开关,再断开各部位电源开关。
2、清扫机器卫生及场地卫生,并将产品送到总检室。
3、作好当班记录,要求准确、整洁。
以上就是关于制袋机的介绍,更多资讯请关注本站WAM机械网!











