海天注塑机螺杆维修_海天注塑机螺杆维修方法介绍
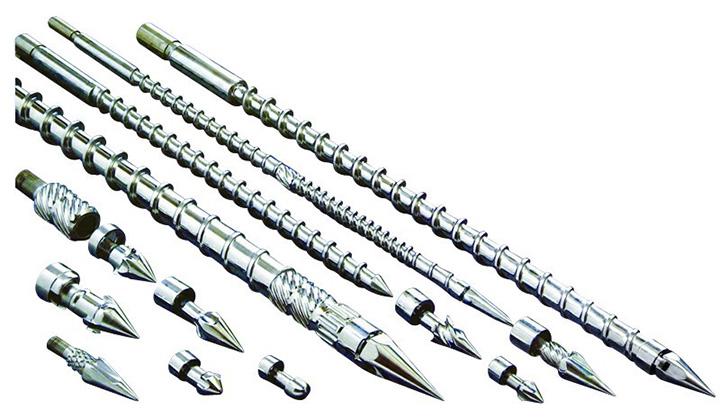
螺杆是注塑机的重要部件。它的作用是对塑料进行输送、压实、熔化、搅拌和施压。
螺杆是注塑机的重要部件。它的作用是对塑料进行输送、压实、熔化、搅拌和施压。所有这些都是通过螺杆在料筒内的旋转来完成的。
在螺杆旋转时,塑料对于机筒内壁、螺杆螺槽底面、螺棱推进面以及塑料与塑料之间在都会产生摩擦及相互运动。

海天注塑机螺杆维修方法介绍:
1、注塑机螺杆损坏原因
① 原料塑化时温度低。
② 原料中混入金属异物或原料中杂质多。
③ 螺杆空运转时间过长。
④ 制造螺杆材料选择不合理。
⑤ 螺杆制造精度低,螺纹工作面热处理硬度低。
2、注塑机螺杆的拆卸顺序
螺杆拆卸时应使用专用工具,不许用重锤敲击,具体拆卸步骤如下。
① 拆卸喷嘴及喷嘴和机筒间的连接件。
② 把螺杆后部键连接处与驱动轴分离。
③ 拆卸连接法兰,拨动螺杆前移。
④ 当螺杆头部露出机筒时,立即拆卸螺杆头连接螺纹(注意:此处螺纹一般多数为左旋)。
⑤ 拆卸螺杆上的止逆环和密封环。
⑥ 拆卸下来的喷嘴、止逆环、密封环和螺杆,应立即趁热用铜刷、铲类工具清理各部位残料。特殊难清理的黏料,应放在烘箱中加热,温度为能使料软化的最低温度,然后再清除残料。
⑦ 把螺杆上的各零件组装在一起,各螺纹连接部位要涂二硫化钼耐热脂,以方便下次拆卸。
⑧ 暂不使用的螺杆在表面清洁后要涂防护油,包好,吊挂在通风安全处。
3、注塑机螺杆的维修
① 螺杆的工作面如果有轻微磨损或划伤痕迹,可用油石或细砂布研磨、修光损伤部位。
② 螺杆的工作表面有严重磨损、伤痕沟较深时,应检查分析螺杆磨损原因,排除故障,以避免再次出现类似现象,然后对较深的伤痕沟进行补焊修复。
如果整个螺杆的螺纹磨损严重,螺杆与机筒的配合间隙增大,工作时出现熔料漏流增大、注塑量不稳定时,螺杆的螺纹外圆应热喷涂耐磨合金,然后根据机筒内径的实际尺寸,按零件的配合间隙要求进行螺杆磨削。
如果机筒磨损严重,修复后内孔直径增大,螺杆的喷涂后修磨已经不能满足机筒与螺杆的配合间隙尺寸要求,则螺杆应进行重新制造。螺杆的螺纹外径加工,应根据两零件的配合间隙要求,参照机筒的实际内孔直径加工。
如何防止打滑:
注塑机螺杆打滑会引起物料降解,从而影响产品质量。螺杆打滑的原因有哪些?怎样“抓住”打滑的螺杆?下面为您讲解。
当螺杆发生打滑时,物料可能会聚集在喂料口,而无法正常输送到注射机的末端。当螺杆旋转并在机筒内后退以输送物料并准备下次注射时,螺杆打滑会发生在塑化段。
此时,螺杆的旋转仍在继续,但螺杆的轴向运动会停止,即发生打滑。螺杆打滑常常会导致注射前的物料降解,产品质量会下降(如缺料),而成型周期则会延长。
螺杆打滑的原因是多方面的,可能与背压过高、料筒末端过热或过冷、料筒或螺杆磨损、加料段螺纹太浅、料斗设计不合理以及料斗被堵塞、树脂潮湿、树脂过度润滑、物料太细或者树脂及再生料的不合理切割等因素有关。
工艺设置:
料筒末端过冷是引起螺杆打滑的主要原因之一。注射机的料筒分为3段,在末端,即加料段,粒料在加热和压缩的过程中,会形成一层熔体薄膜粘到螺杆上。没有这层薄膜,粒料就不容易被输送到前端。
加料段的材料必须被加热到临界温度,以形成那层关键的熔体膜。然而,通常物料在加料段的停留时间很短,无法达到要求的温度。
而这种情况一般会在小型注射机上发生。停留时间过短会造成聚合物的熔融和混合过程的不完全,从而导致螺杆打滑或失速。
以上就是关于海天注塑机螺杆维修的介绍,更多资讯请关注本站WAM机械网!











